生产管理系统解决方案
一、 概述
众汇毛织生产执行系统是一套专为织造业开发的一套企业管理系统。系统包含了款式资料、BOM表工序、发织单、生成牌仔、条码、改单、加减数、改配、转单等管理;车间电脑机收、发、查、返管理; 外机收、发、返、收片、计件管理;前整、后整车间管理;毛纱、辅料、布料、成品的分仓库管理、结粮管理等完整的企业管理模块,并支持多单位、多货币以及多公司(集团)的管理,为企业提供完善而可靠的信息化作业方式,促使企业的市场、资金、物料、信息、 人力资源能够进行统一而有效的协调,形成高效顺畅的整体运作流程,避免在企业发展期间由于人员的不完备,手工作业过于繁琐,信息沟通不及时,流程缺乏监督,无法与总部统一协调等导致集团整体运作的混乱,造成不必要的管理成本和浪费,给企业带来全面有效的人、财、物及信息资源的综合管理,促进提升企业的健康发展。
二、 各部门系统管理模式及作业流程
1) 样办单
收到客人样办之要求,跟单人员在系统开出办单及由系统自动按设定规则生成新的款号与样办单号,跟单人员必须把客人的要求分点清晰地指出记录在样办单中,如有不明的地方必须向客人或上级通沟查问,如有技术性的问题必须先向师傅或上级请教提问,跟单人员决不可含糊不清的开出样办单,避免错误及更多不必要的工作
客人做办所要求之毛料,跟单员必须先在仓库系统中查抓合适的存毛而开出领毛单并从系统提交给仓管,由仓管按领毛单提取有关毛料交办房,样办单提交办房后,办房师傅将生产毛料成本、工序成本等相关资料录入到系统中,将相关做办记录与成本表在系统中打印出,跟单员可通过系统做办进度查看相关办单生产进度,并及时追踪办单进度

2)销售订单
收到客人订单之要求,跟单员先查封有关之报价及最新之原料和做工之确实成本及生产排期是否可行,与原料供应商和生产工厂沟通确定在质量和货期能否达到客人的要求在系统中按客户货期及出口国家、相关唛头开出销售订单,系统将自动生成原料需求表、成本表、船期表及订单利润表,制定采购计划,及时查看原料采购进度表追踪原料采购进度,打印生产通知单
3)发织单
跟单员开好办单或销售订单后,数据自动转入发织部,发织部文员可在系统中轻松完成发织工作,在系统中打开发织单,选择批号后,系统会自动提配本批号还有多少件衣服没有生产完成,并且可根据数量、发织工序和配毛比例(BOM表)自动计算应用毛料重量,操作员确认需要发织的数量与工序后,系统自动计算出应用重量,此时,操作员需要确认生产缸号,选择缸号后系统将自动调出该缸号库存重量供参考,发织单输入完成后,打印加工合约、领毛通知单、牌仔与条码
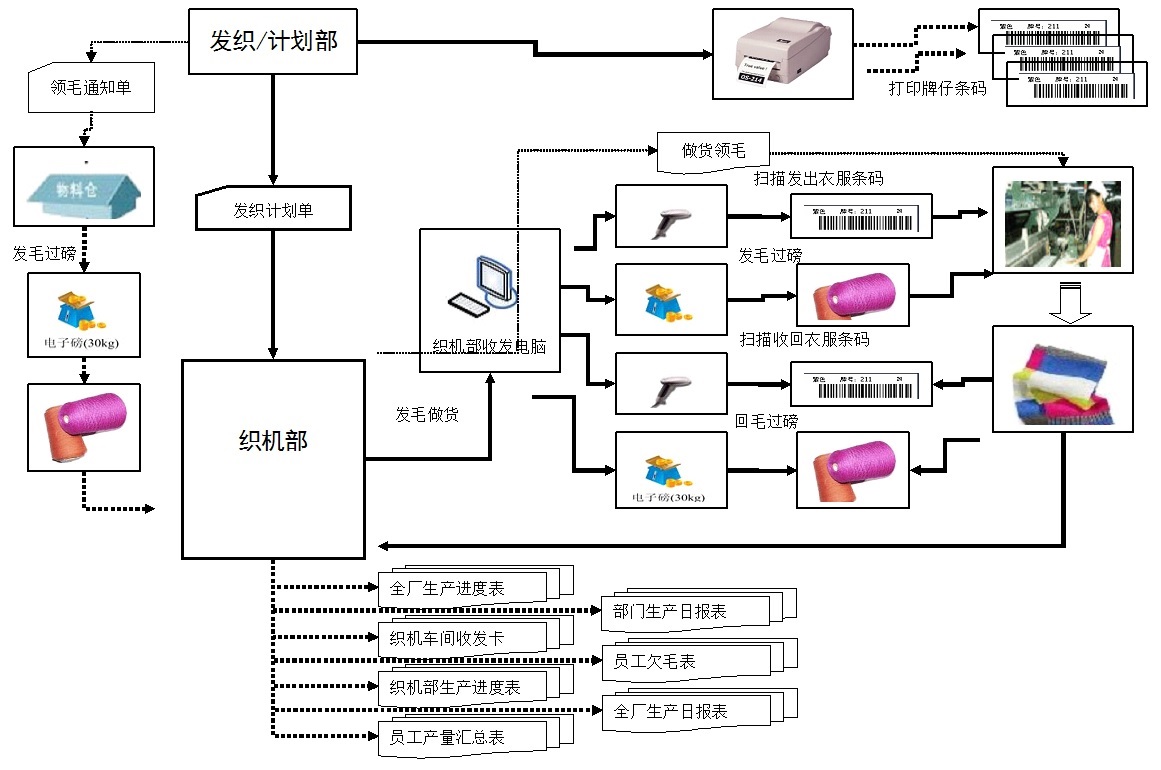
4)织机部
a)使用系统收发货方式:可采用收发+片重(即:在发货时可根据系统提示应发毛料进行发毛,在收片时只记录收货片重与数量,提醒员工是否欠毛)或织机收发方式(即:在发货时可根据系统提示应发毛料进行发货,在收片则需控制片重是否合格,是否在允许误差范围内,否则不可保存,并提醒员工是否欠毛)
b)使用系统作业流程:织机部采用以上收发货方式收完片后,则可采用条码移交或过磅移交方式移交到下一部门,记录织机部移交数量与重量(系统不但可统计移交数量,还可统计移交重量),如果织机车间将片拆分工序给不同员工进行生产,则可通过系统附加牌进行处理,附加牌只需打印出牌仔,而不需要打印出条码,最终车间移交必须围绕主牌来进行操作,系统主牌与附加牌每牌数量默认为12件每个牌,用户可根据不同需求进行牌仔对应的数量进行调整,牌仔生成方式也可按需求进行选择生成(优先色组与优先尺码)
c)使用系统操作流程:
发货:“发出”→“发给谁(扫描员工条码)” →“发什么工序(扫描工序条码)” →“发什么货给他做(扫描衣服条码)” →“需要什么毛料及重量(通过电子秤获取应发毛重量)” →保存
收货:“收回”→“谁交货?交什么工序与什么衣服?(扫描衣服条码)”→“衣服重量是多少(通过电子秤获取片重)” →“是否有回毛(通过电子秤获取员工回毛重量)” →保存
移交:“移交”→“移交给哪个车间(扫描车间条码)” →“移交什么工序(扫描移交工序条码)” →“移什么衣服(扫描衣服条码)” →保存
4) 电脑机
a) 使用系统收发货方式:可采用电脑机独特的收发方式,将电脑机器号与看管电脑机人员编组,如:A组对应张三和李四,共看6台机器,则,发货时就发给A组,交货时则A组对应的员工与机器都可交货,此方法即可控制到电脑机的产能及效率,而且还可以控制到看管电脑机人员产能与效率,烂片返工也可找到相对应的责任人
b)使用系统作业流程:电机部采用以上收发货方式收完片后,则可采用条码移交或过磅移交方式移交到下一部门,记录电机部移交数量与重量(系统不但可统计移交数量,还可统计移交重量),如果电机车间将片拆分工序给不同组进行生产,则可通过系统附加牌进行处理,附加牌只需打印出牌仔,而不需要打印出条码,最终车间移交必须围绕主牌来进行操作,系统主牌与附加牌每牌数量默认为12件每个牌,用户可根据不同需求进行牌仔对应的数量进行调整,牌仔生成方式也可按需求进行选择生成(优先色组与优先尺码)
c)使用系统操作流程:
发货:“发出”→“发给哪个组(扫描组别条码)” →“发什么工序(扫描工序条码)” →“发什么货给他做(扫描衣服条码)” →“需要什么毛料及重量(通过电子秤获取应发毛重量)” →保存
收货:“收回”→“谁交货?(扫描看机员条码)→“哪台机交货(扫描机器条码)” →交什么工序与什么衣服?(扫描衣服条码)”→“衣服重量是多少(通过电子秤获取片重)” →“是否有回毛(通过电子秤获取员工回毛重量)” →保存
移交:“移交”→“移交给哪个车间(扫描车间条码)” →“移交什么工序(扫描移交工序条码)” →“移什么衣服(扫描衣服条码)” →保存
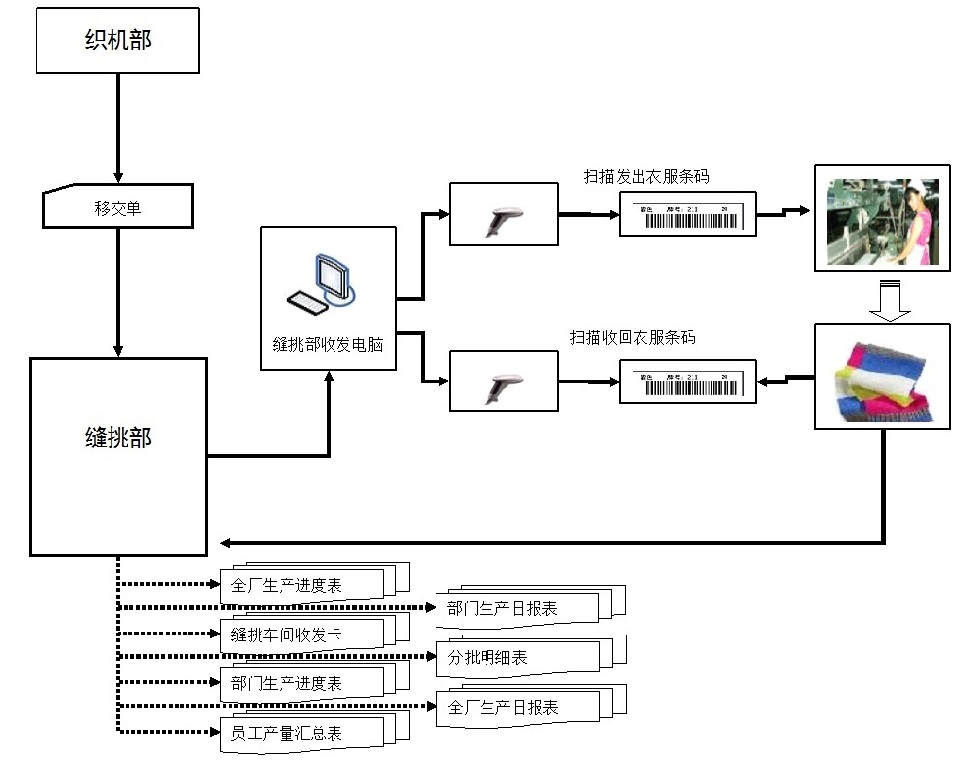
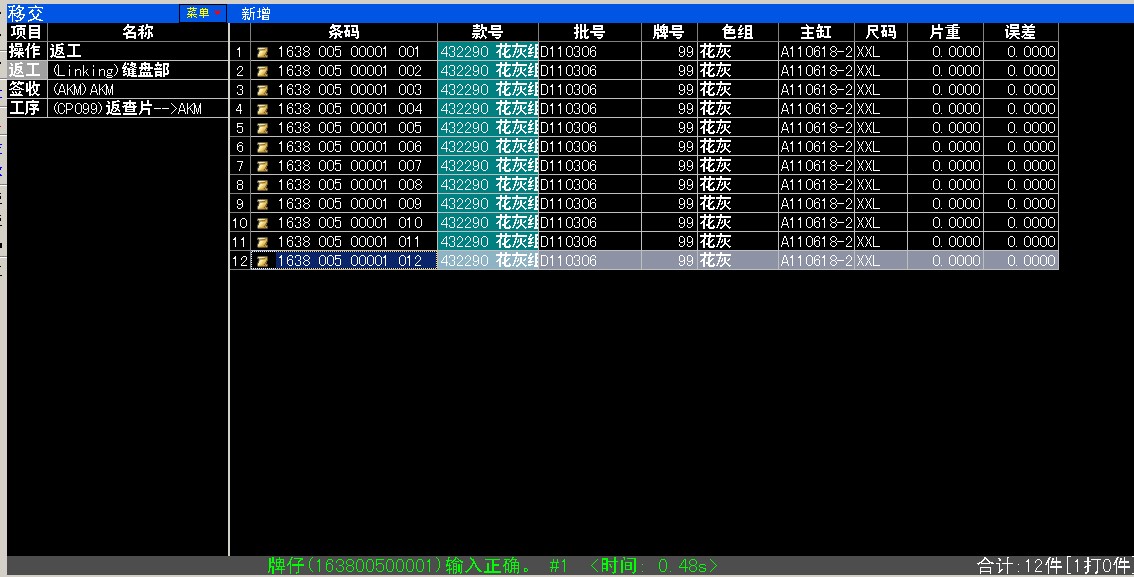
5)缝盘部
a)使用系统收发货方式:可采用条码收发方式进行收发货,可控制每批每件每工序的发出数量、未交回数量、未发出数量、交回数量、未移交数量
b)使用系统作业流程:缝盘部采用以上条码收发方式收完货后,则可采用条码移交或过磅移交方式移交到前整外发部或挑撞部,记录缝盘部移交数量与重量(系统不但可统计移交数量,还可统计移交重量)
c)使用系统操作流程:
发货:“发出”→“发给谁(扫描员工条码)” →“发什么工序(扫描工序条码)” →“发什么货给他做(扫描衣服条码)”→保存
收货:“收回”→“谁交货?交什么工序与什么衣服?(扫描衣服条码)”→保存
移交:“移交”→“移交给哪个车间(扫描车间条码)” →“移交什么工序(扫描移交工序条码)” →“移什么衣服(扫描衣服条码)” →保存

6)挑撞部
a)使用系统收发货方式:可采用条码收发方式进行收发货,可控制每批每件每工序的发出数量、未交回数量、未发出数量、交回数量、未移交数量
b)使用系统作业流程:挑撞部采用以上条码收发方式收完货后,则可采用条码移交或过磅移交方式移交到前整外发部或照灯部,记录挑撞部移交数量与重量(系统不但可统计移交数量,还可统计移交重量),
c)使用系统操作流程:
发货:“发出”→“发给谁(扫描员工条码)” →“发什么工序(扫描工序条码)” →“发什么货给他做(扫描衣服条码)”→保存
收货:“收回”→“谁交货?交什么工序与什么衣服?(扫描衣服条码)”→保存
移交:“移交”→“移交给哪个车间(扫描车间条码)” →“移交什么工序(扫描移交工序条码)” →“移什么衣服(扫描衣服条码)” →保存
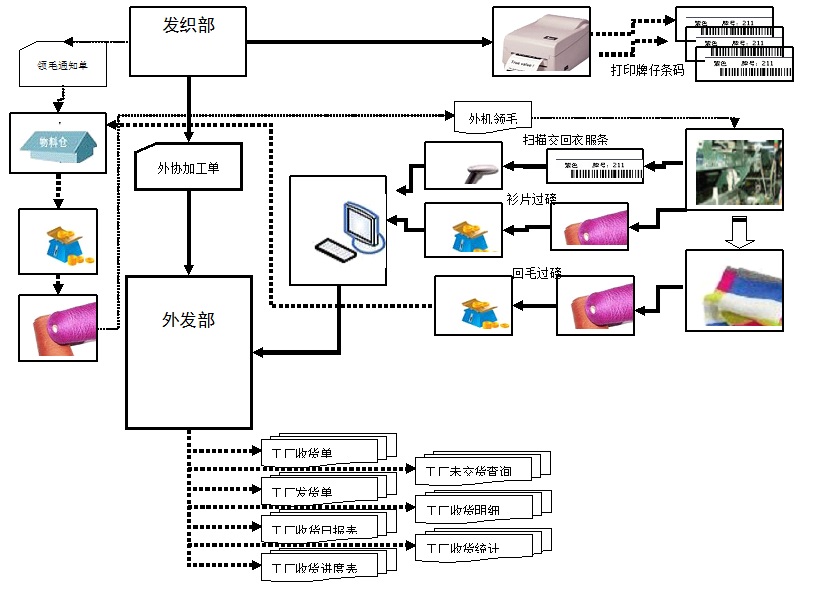
7)前后、整外发部
a)使用系统收发货方式:可采用收片、条码发货和条码收货三种方式进行外发收发货,可控制每批每件每工序每外机的发出数量、交回数量、交回片重、剩余数量、欠毛重量
b)使用系统作业流程:外发部采用以上方式收发完货后,则可采用条码移交或过磅移交方式移交到其它相关部门,记录外发部称交数量与重量使用系统操作流程:
收片:“收片”→“哪个外机交货?交什么工序与衣服(直接扫描衣服条码)” →“交货的重量是多少(通过电子秤获取片重)”→保存
发货:“条码发货”→“发给哪个外机(扫描外机条码)” →“发什么规格(扫描外发工序条码)” →“发什么衣服(扫描衣服条码)”→保存
收货:“条码收货”→“哪个外机交货?交什么工序与衣服?(扫描衣服条码)”→保存
移交:“移交”→“移交给哪个车间(扫描车间条码)” →“移交什么工序(扫描移交工序条码)” →“移什么衣服(扫描衣服条码)” →保存
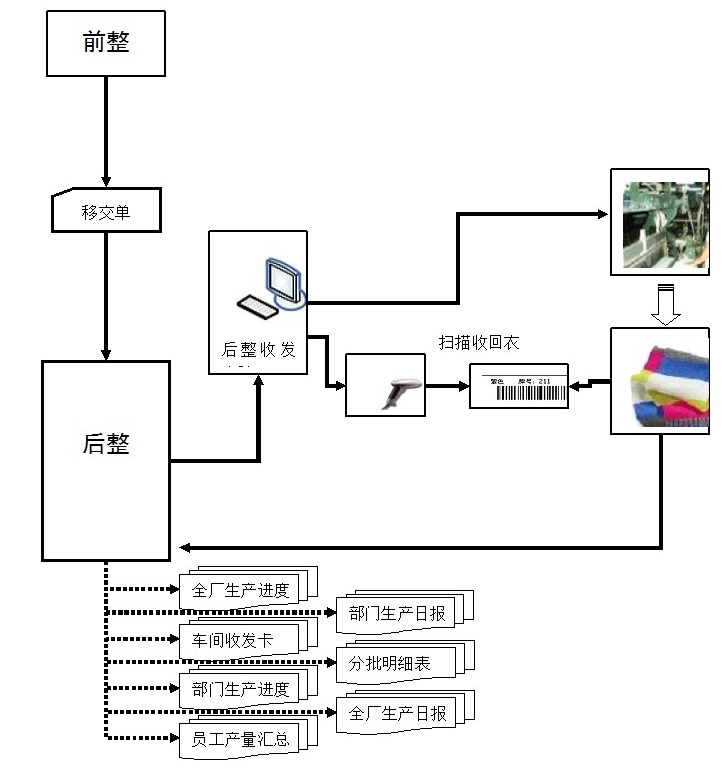
8)烫衣部
a)使用系统收发货方式:采用条码收回方式进行控制,可控制每批每件每工序的完成数量,并以此数量来衡量后整车间的生产进度
b)使用系统作业流程:由于后整工序复杂,流程也多样化,因此后整部门相互之间不需要进行移交控制
c)使用系统操作流程:
收货:“条码收货”→“哪个员工交货(扫描员工条码)” →“交回什么工序(扫描工序条码)” →“交回什么衣服(扫描衣服条码)”→保存
9)查补部
a)使用系统收发货方式:采用条码收回(分组管理)方式进行控制,设定好初查、补衣、复查等对应关系,即可扫描初查数量,系统根据分组管理自动生成补衣、复查相对应工序产量,可控制每批每件每工序的完成数量,并以此数量来衡量整个查补车间的生产进度
b)使用系统作业流程:由于后整工序复杂,流程也多样化,因此后整部门相互之间不需要进行移交控制
c)使用系统操作流程:
收货:“条码收货”→“哪个员工交货(扫描员工条码)” →“交回什么工序(扫描工序条码)” →“交回什么衣服(扫描衣服条码)”→保存→自动生成组内对应其它员工产量。

10)包装、洗水、查缝、查挑、照灯、总查、总补部门集体计件
a)使用系统收发货方式A:采用集体计件方式进行控制,可控制每批每色每码衣服完成数量及查询相关进度,车间根据员工出勤手工分配各员工产量
b)使用系统收发货方式B:采用集体计件方式进行控制,可控制每批每色每码衣服完成数量及查询相关进度,结合众汇HR系统,根据员工出勤自动分配员工产量。
c)使用系统操作流程:
收货:“条码收货”→“集体员工交货(扫描员工条码)” →“交回什么工序(扫描工序条码)” →“交回什么衣服(扫描衣服条码)”→保存
11)系统返工
a)使用系统返工方式:部门内部返工、部门与部门返工、帮员工返工、帮外机返工
部门内部返工:即质检在查货过程中发现不良品需要返回头片情况

部门与部门之间返工:即质检部门在查货过程中,发现不良品需要返回生产部门返工过程(如:初查返缝盘)
帮员工返工:即张三帮李四返工,需要补张三帮返工费,相对应扣除李四返工费过程。
 帮外机返工:即张三帮王五外机返工,需要补张三帮返工费,相对应扣除王五返工加工费过程。 帮外机返工:即张三帮王五外机返工,需要补张三帮返工费,相对应扣除王五返工加工费过程。


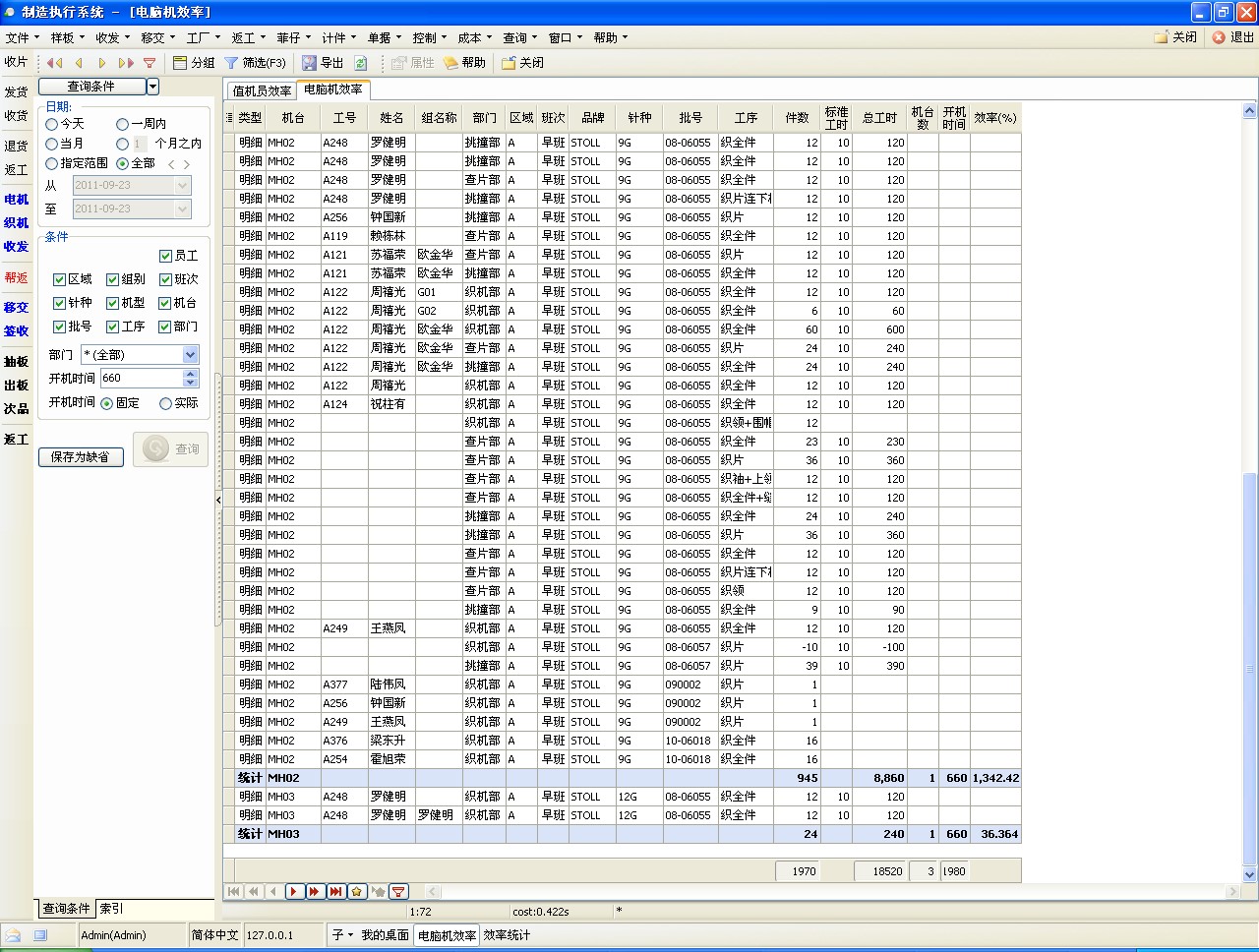
12)电脑机与车间员工效率控制
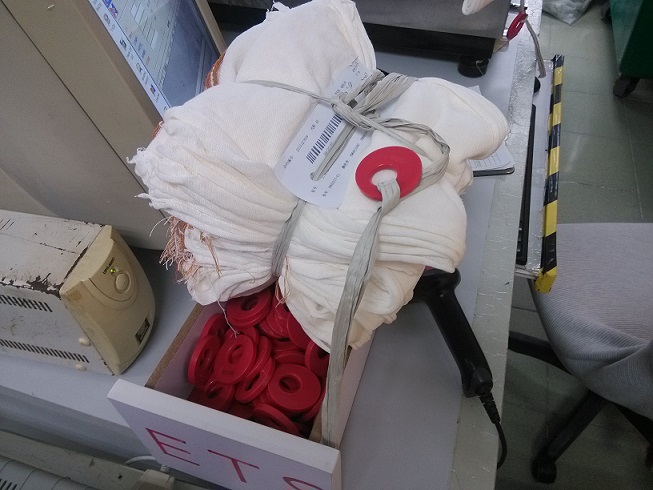
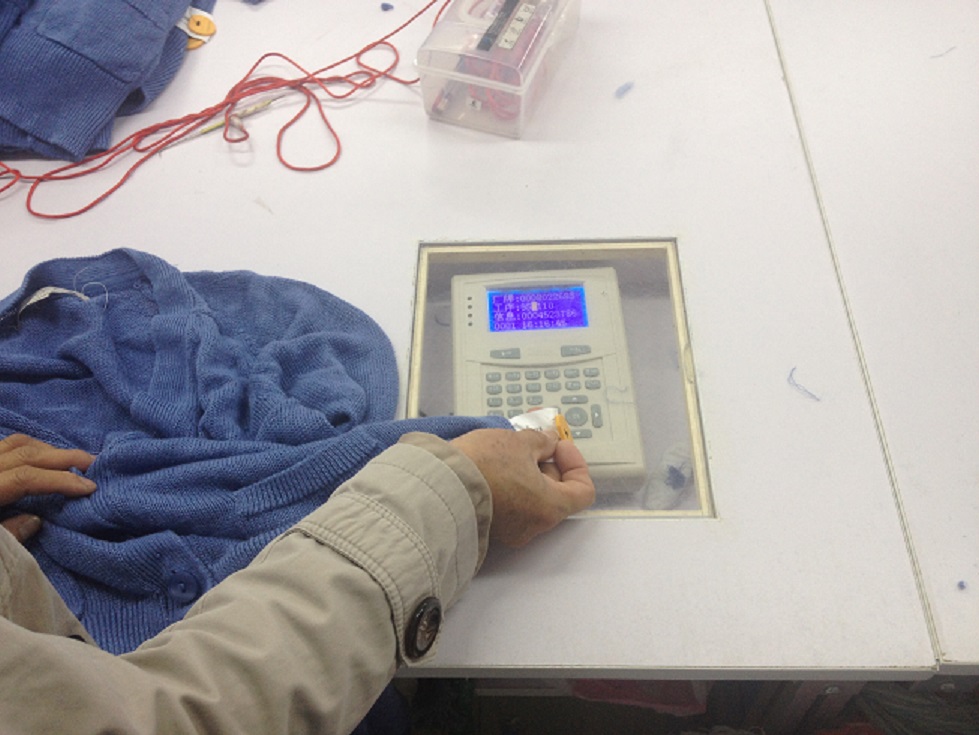
13)RFID生产管理模式






|

